The sugar industry is one of the most water-intensive agro-based industries in the world. From cane washing and milling to evaporation and crystallisation, large volumes of water are consumed and almost the same volume returns as wastewater.
If this effluent is not managed properly, it becomes a major contributor to chemical water pollution and oil water pollution, particularly in rural and river-dependent regions. This is why understanding best practices for sugar industry wastewater treatment is essential for both environmental protection and regulatory compliance.
What Are The Key Characteristics Of Sugar Mill Effluent?
Sugar mill wastewater is generated from multiple operations such as:
Understanding the key characteristics of sugar mill effluent is the first step in designing an effective treatment system.
High organic load
Sugar industry effluent is rich in easily biodegradable organic matter such as:
sugars
bagasse particles
molasses residues
organic acids
Typical values observed in sugar mill effluent include:
This makes untreated discharge extremely harmful to aquatic ecosystems.
Dark colour and strong odour
Due to the presence of:
the effluent often appears dark brown and produces strong odour during storage and treatment.
This aesthetic and sensory impact is a common cause of public complaints around sugar mills.
Seasonal and variable flow
Sugar manufacturing is highly seasonal.
During crushing season:
wastewater volume increases rapidly
organic load fluctuates daily
shock loads are common during cleaning cycles
This operational variability is one of the defining answers to what are the key characteristics of sugar mill effluent from a treatment design perspective.
Presence of oil and grease
Lubrication oils from:
milling equipment
gearboxes
pumps
introduce oil and grease into the wastewater stream, contributing to oil water pollution when not properly removed.
High temperature and low pH variations
Some streams such as:
evaporator condensates
boiler discharges
can have elevated temperatures, while cleaning operations can cause sudden pH shifts.
These fluctuations directly affect biological treatment performance.
Summary – typical characteristics
These combined features explain the key characteristics of sugar mill effluent and why specialised treatment approaches are required.
Why Is Anaerobic Treatment Effective For High-Strength Sugar Wastewater?
Among biological treatment methods, anaerobic systems are widely recognised as the backbone of sugar industry effluent treatment.
To understand why anaerobic treatment is effective, it is important to look at both wastewater composition and process behaviour.
Sugar wastewater is highly biodegradable
Sugar industry effluent contains large amounts of:
simple sugars
organic acids
soluble carbohydrates
These compounds are ideal substrates for anaerobic microorganisms, allowing rapid biological conversion.
Extremely high organic loading can be handled
Anaerobic reactors such as:
UASB (Upflow Anaerobic Sludge Blanket)
EGSB (Expanded Granular Sludge Bed)
anaerobic hybrid reactors
are designed to operate at:
This is a key reason why anaerobic treatment is effective for high-strength sugar wastewater compared to conventional aerobic systems.
Energy recovery through biogas
During anaerobic digestion:
This allows sugar mills to:
From a sustainability perspective, this is a significant advantage.
Lower sludge generation
Anaerobic systems produce:
This reduces:
sludge handling costs
dewatering requirements
disposal challenges
Stable performance under high load
Well-designed anaerobic systems can:
absorb organic shock loads
handle seasonal production fluctuations
maintain stable removal efficiency
This operational resilience explains further why anaerobic treatment is effective for high-strength sugar wastewater in real industrial conditions.
Typical performance benefits
70–90% COD removal
significant BOD reduction
reduced aeration energy demand
reliable biogas generation
However, anaerobic treatment alone is not sufficient to meet discharge or reuse standards.
Post-treatment remains essential.
How Can Sugar Industries Achieve Zero-Liquid Discharge?
With increasing regulatory pressure and growing water scarcity, many sugar factories are now evaluating full reuse systems.
Understanding how sugar industries can achieve zero-liquid discharge requires looking at the complete treatment and recovery chain.
Step 1: Primary and preliminary treatment
The process starts with:
screening and grit removal
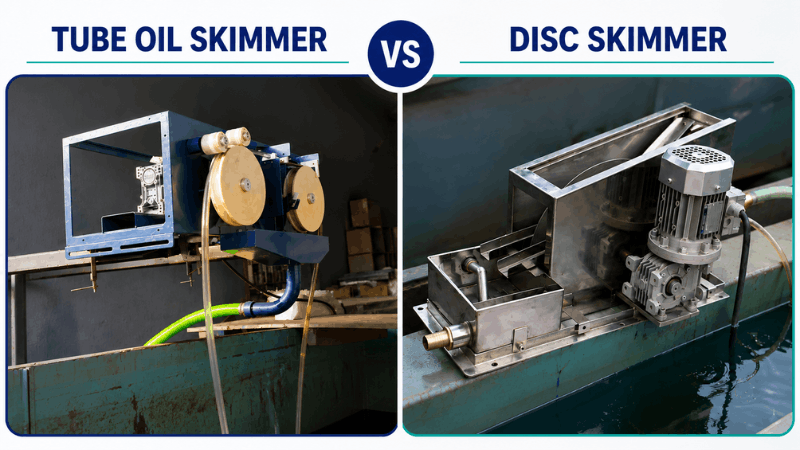
oil and grease separation
equalisation and pH correction
This protects downstream biological and membrane systems from operational stress.
Step 2: High-rate anaerobic treatment
As discussed earlier, anaerobic treatment serves as the main organic load reduction stage.
This significantly lowers:
COD
BOD
biodegradable fractions
before advanced treatment.
Step 3: Aerobic polishing
After anaerobic treatment, aerobic systems such as:
activated sludge
MBBR
aerated lagoons
are used to:
This combined biological approach is widely used in modern sugar industry wastewater treatment plants.
Step 4: Tertiary treatment and filtration
To prepare water for reuse or membrane systems, tertiary processes such as:
These systems remove:
fine suspended solids
residual colour
trace organics
Step 5: Reverse osmosis for water recovery
Reverse osmosis plays a central role in achieving zero-liquid discharge in sugar industries.
RO enables:
recovery of high-quality permeate water
reuse in cooling towers, boilers and process utilities
significant reduction in freshwater intake
Step 6: Evaporation and crystallisation of RO reject
RO reject still contains:
dissolved salts
concentrated organics
To eliminate liquid discharge:
are used to separate:
reusable condensate
solid salts for disposal
This completes the ZLD loop.
Step 7: Reuse of recovered water
Recovered water is commonly reused for:
This integrated approach defines zero-liquid discharge in sugar industries in practical terms.
Key challenges in ZLD implementation
Despite these challenges, ZLD remains the most effective solution for eliminating industrial liquid discharge.
Environmental implications of untreated sugar mill wastewater
If left untreated, sugar industry effluent can cause:
These impacts directly contribute to:
chemical water pollution
oil water pollution
Effective treatment systems significantly reduce the environmental footprint of sugar manufacturing operations.
Conclusion
Effective wastewater management in the sugar industry is no longer only a regulatory requirement, it is a critical component of responsible water stewardship. Because sugar mill effluent is rich in easily biodegradable organics, varies significantly with seasonal operations, and may contain oil, grease, and temperature fluctuations, treatment systems must be designed to remain stable under changing loads and operating conditions.
High-rate biological processes, particularly anaerobic systems, form the foundation for handling the sector’s high-strength wastewater while simultaneously supporting energy recovery through biogas. When these biological processes are combined with appropriate polishing, filtration, and advanced water recovery technologies, sugar mills can significantly reduce their environmental footprint and dependence on freshwater sources.
A well-planned treatment and reuse strategy enables sugar industries to protect nearby rivers and groundwater, minimize the risk of long-term contamination, and move towards closed-loop water management. By adopting integrated, sustainable wastewater treatment practices, the sugar sector can align operational efficiency with environmental responsibility and long-term water security.
Frequently Asked Questions(FAQs)
Q1. What are the key characteristics of sugar mill effluent?
A: Sugar mill effluent typically contains very high BOD and COD, biodegradable organic matter, dark colour, seasonal flow variations and traces of oil and grease from machinery.
Q2. Why is anaerobic treatment effective for high-strength sugar wastewater?
A: Anaerobic systems efficiently treat highly biodegradable organic loads, tolerate high loading rates and generate biogas, making them well-suited for high-strength sugar industry wastewater.
Q3. How can sugar industries achieve zero-liquid discharge?
A: Sugar industries can achieve ZLD by combining biological treatment, advanced filtration, reverse osmosis and evaporator-crystalliser systems to recover and reuse water while eliminating liquid effluent.
Q4. Is aerobic treatment still required after anaerobic reactors?
A: Yes. Aerobic polishing is needed to remove residual organics, stabilise effluent quality and prepare the water for reuse or membrane-based treatment.
Q5. Can treated sugar mill wastewater be reused safely?
A: Yes. After tertiary treatment and reverse osmosis, recovered water can be reused for cooling, boilers and utility operations, significantly reducing freshwater consumption.