Floating decanters improve wastewater surface skimming efficiency by withdrawing clarified water from just below the liquid surface while automatically adjusting to changing water levels. This approach helps maintain consistent effluent quality, reduces disturbance to settled solids, and supports reliable wastewater treatment across many industrial applications.
Industrial wastewater treatment depends on efficient separation processes to protect downstream equipment and meet discharge requirements. A floating decanter plays a critical role by removing clarified water at the correct depth throughout a treatment cycle. Understanding how a floating decanter works, where it performs best, and how it compares with stationary decanting equipment helps engineers select the right solution for different treatment objectives.
What Is a Floating Decanter?
A floating decanter is a wastewater treatment device designed to withdraw clarified water from the upper portion of a treatment tank while floating on the changing liquid surface. The floating mechanism ensures that the water intake remains at an optimal depth regardless of fluctuations in water level.
Unlike fixed-position outlets, a floating decanter continuously follows the liquid surface during filling and decanting operations. This movement allows the system to remove the clearest layer of treated water while minimizing the risk of drawing floating debris or disturbing sludge settled at the bottom.
Floating decanters are commonly used in batch-operated treatment systems where water levels change significantly during each operating cycle.
How Does a Floating Decanter Work?
A floating decanter operates by maintaining a constant intake position beneath the wastewater surface throughout the decanting process. This design helps ensure stable effluent quality from the beginning to the end of each treatment cycle.
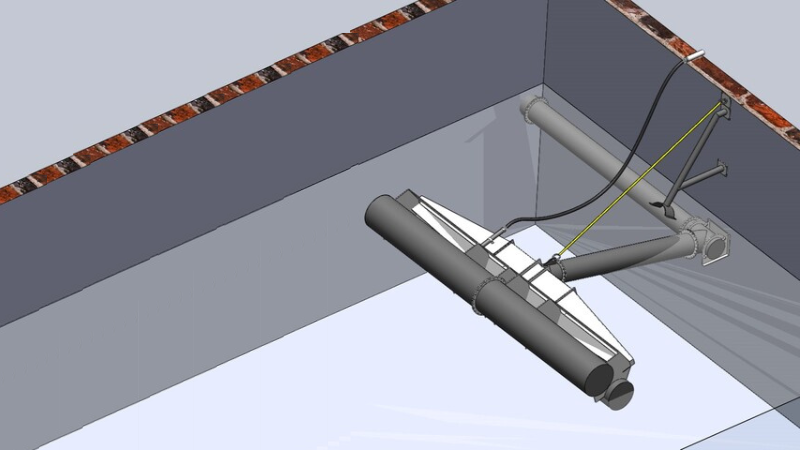
A typical floating decanter system consists of:
A buoyant floating assembly
An adjustable inlet or intake port
A flexible discharge pipe or articulated pipe
Support cables or guide mechanisms
Flow control components
What Happens During the Decanting Process?
The operating sequence follows several simple stages.
Wastewater completes biological or physical treatment.
Suspended solids settle to the bottom of the basin.
The floating decanter positions itself near the water surface.
Clarified water enters the intake opening.
Water flows through the discharge piping.
The floating assembly gradually lowers as the water level decreases.
Decanting stops before sludge or floating materials are withdrawn.
Because the intake remains just below the surface, the floating decanter continuously withdraws the clearest available water during the entire operation.
Why Does Surface Position Matter?
The location of the intake directly affects treated water quality. Water near the surface generally contains fewer suspended solids than deeper layers while remaining below floating scum.
A properly designed floating decanter maintains this ideal withdrawal zone throughout the decanting cycle.
Typical benefits include:
Lower suspended solids in discharged water
Reduced sludge carryover
Stable discharge quality
Better process consistency
Improved downstream treatment performance
Maintaining the correct withdrawal depth is especially important in biological treatment systems where sludge blankets must remain undisturbed.
How Does a Floating Decanter Improve Surface Skimming Efficiency?
Surface skimming efficiency depends on withdrawing the cleanest available water without disturbing the separation layers inside the treatment basin. A floating decanter naturally supports this objective because the intake continuously follows the changing water level.
Several engineering characteristics contribute to higher efficiency.
Automatic Water Level Tracking
A floating decanter automatically rises and falls with the wastewater level.
This movement eliminates the need for frequent mechanical adjustments while maintaining consistent withdrawal conditions throughout each operating cycle.
Reduced Sludge Disturbance
Settled sludge contains concentrated suspended solids that should remain at the bottom of the treatment basin.
A floating decanter withdraws water from well above the sludge blanket, reducing the likelihood of resuspending settled particles.
Stable Withdrawal Velocity
Many floating decanter designs are engineered to maintain smooth hydraulic conditions around the intake.
Controlled flow reduces turbulence, helping preserve the natural separation between clarified water, floating materials, and settled sludge.
Improved Effluent Consistency
Effluent quality often changes when fixed outlets become submerged too deeply or exposed too close to floating debris.
A floating decanter maintains a consistent intake depth, producing more uniform discharge quality throughout the decant cycle.
How Does a Floating Decanter Compare with Stationary Decanting Equipment?
Both floating and stationary decanters remove treated water from wastewater systems. The main difference lies in how each system responds to changing water levels.
Floating Decanter
A floating decanter adjusts automatically as the water surface changes.
Advantages include:
Stationary Decanting Equipment
Stationary decanters remain fixed at one elevation.
Advantages include:
Simpler structural installation
Lower mechanical complexity
Suitable for systems with stable water levels
However, stationary systems may experience changing intake conditions as water levels fluctuate. This variation can increase the likelihood of withdrawing floating materials or disturbing lower water layers during extended decanting periods.
For treatment processes with significant level variation, floating decanters generally provide more consistent hydraulic performance.
Where Are Floating Decanters Commonly Used?
Floating decanters are suitable for treatment processes that experience repeated filling, settling, and decanting cycles.
Common applications include:
Municipal wastewater treatment plants
Food and beverage processing
Chemical manufacturing
Pharmaceutical production
Textile wastewater treatment
Pulp and paper industries
Mining wastewater management
Industrial process water treatment
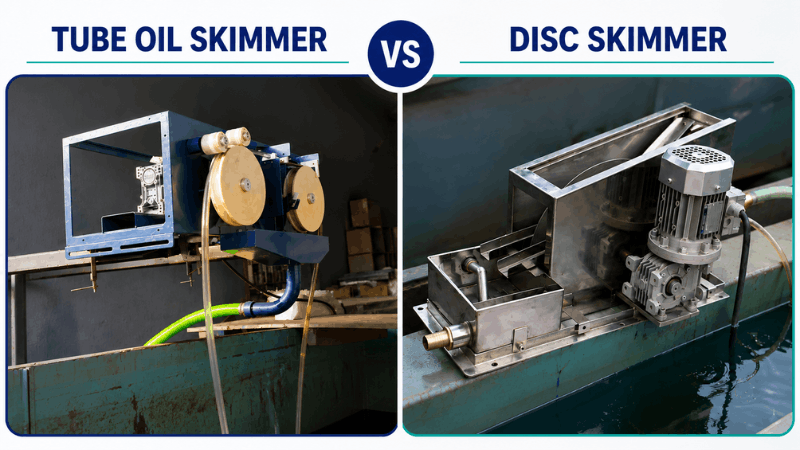
Many of these facilities also use oil skimmer, oil water separator, or mechanical bar screen systems as part of the overall treatment process.
Why Are Floating Decanters Well Suited for Industrial Wastewater Treatment?
Industrial wastewater characteristics often change throughout production schedules. Flow rates, suspended solids, and contaminant concentrations may vary from one batch to another.
A floating decanter accommodates these operating conditions by maintaining effective clarified water withdrawal despite changing basin levels.
Industries benefit because the equipment supports:
Variable batch treatment
Consistent treated water quality
Flexible plant operation
Reduced hydraulic disturbance
Reliable discharge performance
This flexibility makes floating decanters especially valuable in facilities operating Sequencing Batch Reactor (SBR) systems.
What Factors Affect Floating Decanter Performance?
Floating decanter efficiency depends on proper engineering, installation, and operation. Several design considerations influence long-term performance.
Intake Design
The intake geometry affects flow distribution and influences the amount of turbulence created during withdrawal.
A well-designed intake promotes smooth water entry while minimizing disturbance.
Float Stability
The floating assembly should remain level throughout operation.
Stable flotation maintains the intended intake depth and ensures uniform withdrawal.
Flow Rate
Withdrawal rates should match the treatment process.
Excessive flow may disturb settled solids, while insufficient flow may reduce operational efficiency.
Maintenance
Routine inspection helps maintain reliable operation.
Typical maintenance activities include:
Inspecting floats
Cleaning intake openings
Checking flexible piping
Verifying guide cable condition
Testing flow control components
Inspecting seals and joints
Preventive maintenance reduces unexpected downtime and supports consistent wastewater treatment performance.
What Are Common Challenges During Decanting?
Even properly designed wastewater treatment systems can experience operational challenges.
Common issues include:
Floating scum entering the intake
Excessive withdrawal velocity
Uneven float movement
Flexible pipe wear
Sludge blanket disturbance
Improper decant timing
Most of these issues can be minimized through appropriate system sizing, routine inspections, and proper operational control.
How Do Floating Decanters Support Sustainable Wastewater Treatment?
Efficient wastewater treatment is closely linked to resource conservation and environmental protection.
A floating decanter contributes by improving the quality of clarified effluent, reducing unnecessary sludge disturbance, and helping treatment systems operate more consistently. Better hydraulic control can also reduce the need for corrective treatment steps downstream.
When integrated with complementary equipment such as dissolved air flotation, oil water separator, and sludge handling systems, a floating decanter becomes an important component within a comprehensive wastewater treatment process.
Conclusion
A floating decanter improves wastewater surface skimming efficiency by maintaining an optimal withdrawal point just below the changing water surface throughout the decanting cycle. This operating principle helps protect the sludge blanket, improves effluent consistency, and supports reliable treatment performance across a wide range of industrial applications.
Understanding how a floating decanter works, how it differs from stationary decanting equipment, and where it performs best enables engineers to make informed equipment selection decisions. Combined with proper intake design, appropriate flow control, routine maintenance, and integration with related wastewater treatment technologies such as oil skimmer and mechanical bar screen, a floating decanter contributes to more efficient, stable, and sustainable wastewater treatment operations.
FAQs
Q1. How does a floating decanter work in wastewater treatment?
A: A floating decanter withdraws clarified water from just below the liquid surface while automatically following changing water levels.
Q2. What is the difference between a floating decanter and a stationary decanter?
A: A floating decanter moves with the water level, whereas a stationary decanter remains fixed at one elevation.
Q3. Where are floating decanters commonly used?
A: Floating decanters are widely used in sequencing batch reactors (SBRs), industrial wastewater treatment plants, municipal wastewater facilities, and industries such as food processing, chemicals, pharmaceuticals, textiles, and mining.
Q4. Why is surface skimming efficiency important in wastewater treatment?
A: Efficient skimming helps prevent floating debris and suspended solids from entering the discharge stream while protecting settled sludge from unnecessary disturbance.
Q5. What maintenance does a floating decanter require?
A: Routine maintenance includes inspecting the float assembly, cleaning the intake opening, checking flexible discharge piping, verifying guide mechanisms, and monitoring seals for wear.